Đặc điểm kỹ thuật phụ kiện ASTM A234 WPB WPC WP5 WP9 WP11 WP22
ASTM A234 (ASME SA234) là đặc điểm kỹ thuật tiêu chuẩn của phụ kiện ống thép carbon và hợp kim cho các dịch vụ nhiệt độ vừa và cao. Vật liệu sử dụng phổ biến là ASTM A234 Grade WPB, WPC, WP5, WP9, WP11, WP22 và WP91. Nó bao gồm các phụ kiện đường ống hàn đối đầu của khuỷu tay, thanh răng, hộp giảm tốc, nắp và chữ thập, và một số hàn ổ cắm, phụ kiện đường ống ren.
Phạm vi cung cấp của chúng tôi
Các cấp độ trong thép cacbon: ASTM A234 Lớp WPB, WPC,
Lớp bằng thép hợp kim: ASTM A234 WP1, WP12 CL1 / 2, WP11 CL1 / 2/3, WP12 CL1 / 3, WP5 CL1 / 3, WP9 CL1 / 3, Loại WP91 1/2 Đường kính ngoài: 1/2 ” đến 48 ” trong ASME B16.9 Biểu độ dày của tường: SCH 10, SCH 20, SCH 30, SCH 40, SCH STD, SCH 80, SCH XS, SCH120, SCH 160, SCH XXS tuân thủ ASME B36.10 Loại áp suất: Class 150, 300, 600, 900, 1500, 2500 Tiêu chuẩn sản xuất: ASME B16.9, ASME B16.11, MSS-SP-79, MSS-SP-83, MSS- SP-95, MSS-SP-97.
Phạm vi tiêu chuẩn ASTM A234
Đặc điểm kỹ thuật bao gồm thép carbon rèn và các phụ kiện thép hợp kim của kết cấu liền mạch và hàn được bao phủ bởi phiên bản mới nhất của ASME B16.9, B16.11, MSS-SP-79/83/95/97. Những phụ kiện đường ống này được sử dụng trong đường ống áp lực và chế tạo bình áp lực để bảo dưỡng ở nhiệt độ vừa phải và tăng lên. Các phụ kiện ngoài các tiêu chuẩn trên phải tuân theo A960 / A960M.
Nó không bao gồm các phụ kiện hàn đúc theo tiêu chuẩn tham khảo là ASTM A216 / A216M và A217 / 217M.
Vật liệu và Sản xuất
Nguyên liệu để sản xuất các phụ kiện ASTM A234 đã được xử lý hoàn toàn, bao gồm rèn, thanh, tấm, tấm và các sản phẩm ống hàn liền mạch hoặc hàn hợp có bổ sung kim loại phụ và phải phù hợp với các yêu cầu hóa học của Bảng 1. Trừ khi được quy định cho carbon thép tấm hoặc tấm, thép có thể được chế tạo theo phương pháp hạt thô hoặc hạt mịn. ASTM A234 WP9 sẽ được chế tạo để luyện hạt mịn.
Các hoạt động rèn hoặc tạo hình có thể được thực hiện bằng búa, ép, xuyên, nâng, cán, đùn, uốn, hàn nung chảy, gia công hoặc bằng sự kết hợp của hai hoặc nhiều hoạt động trên. Mà quan điểm của quá trình sản xuất là không tạo ra sự không hoàn hảo có hại trong các phụ kiện.
Bảng dữ liệu phụ kiện ASTM A234 WP
Thành phần hóa học:
Bảng 1
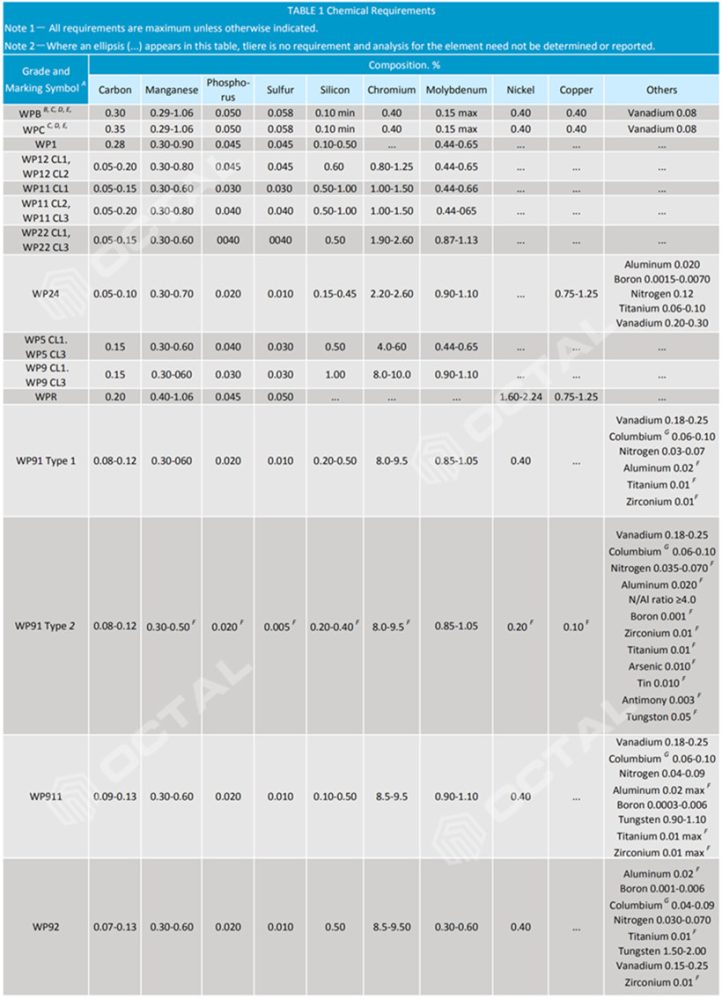
A Khi phụ kiện A234 được chế tạo bằng kết cấu hàn, cấp và ký hiệu nêu trên sẽ được thêm chữ “W”.
B Các phụ kiện làm từ thép tấm hoặc thanh có thể yêu cầu tối đa 0,35 carbon.
C Trong trường hợp được làm từ vật rèn có thể có tối đa 0,35 carbon và tối đa 0,35 silicon nhưng không có tối thiểu.
D Đối với mỗi lần giảm 0,01% dưới mức cacbon tối đa được chỉ định, cho phép tăng 0,06% mangan trên mức tối đa được chỉ định, lên đến tối đa 1,65%.
E Đồng + Niken + Crom + Molypden không được vượt quá 1,00%.
F Áp dụng cho cả phân tích nhiệt và sản phẩm.
G Columbium (Cb) và Niobi (Nb) là tên thay thế của nguyên tố 41 trong Bảng tuần hoàn các nguyên tố.
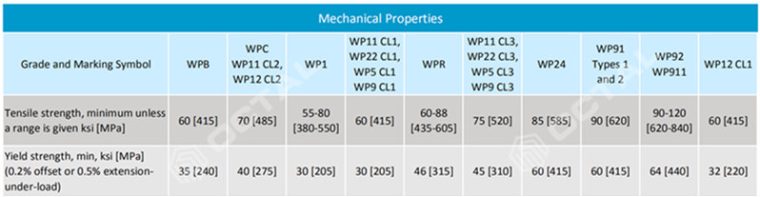
Tính chất cơ học:
Bảng 2
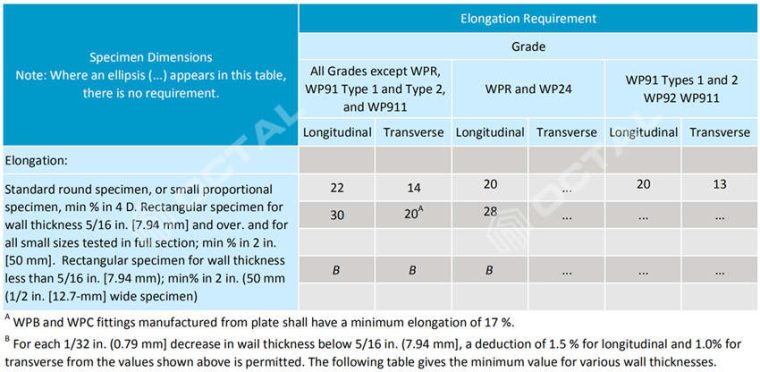
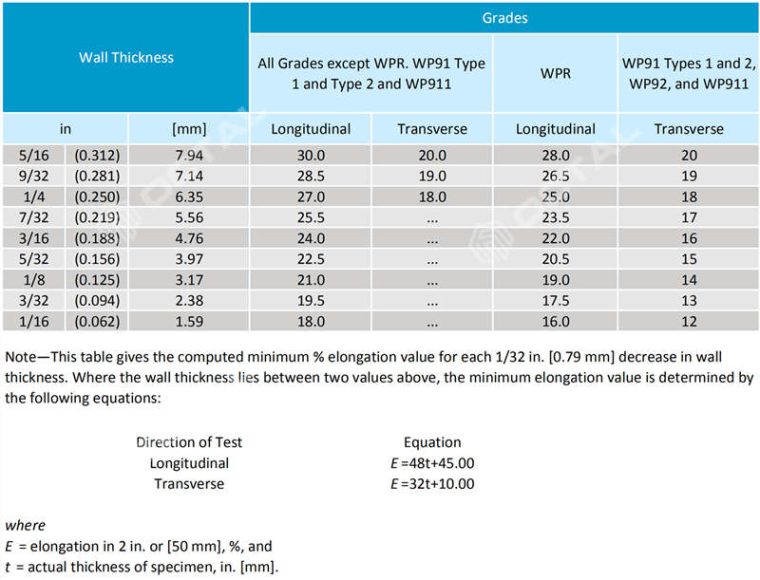
Kéo dài
Xử lý nhiệt
Các phụ kiện đường ống ASTM A234 (ASME SA234) sau khi định hình từ nhiệt độ cao, sẽ được làm nguội đến nhiệt độ dưới phạm vi tới hạn trong các điều kiện thích hợp để ngăn ngừa các khuyết tật gây ra do làm mát quá nhanh, nhưng không trong trường hợp nào nhanh hơn tốc độ làm mát ở trạng thái tĩnh hàng không. Tiêu chuẩn viện dẫn trong Phần 7 của ASTM A960 / A960M.
Đối với các loại thép cacbon ASTM A234 WPB, WPC, WPR
Các phụ kiện WPB, WPC, WPR được tạo hình nóng tạo thành ở trên 620 ℃ [1150 ℉] đến 980 ℃ [1800 ℉] không cần phải xử lý nhiệt mà chúng được làm mát trong không khí tĩnh.
Các phụ kiện WPB, WPC, WPR được tạo hình nóng hoặc rèn được làm ở nhiệt độ trên 980 ℃ [1800 ℉] sẽ được ủ, thường hóa hoặc chuẩn hóa và tôi luyện. Phụ kiện rèn nóng NPS4 không cần xử lý nhiệt.
Các phụ kiện trên NPS12, được sản xuất bằng cách nung nóng cục bộ một phần của phụ kiện đến nhiệt độ bất kỳ để tạo hình, phải được ủ, thường hóa hoặc thường hóa và tôi luyện. Và những phụ kiện này bao gồm khuỷu tay, thanh chắn, bộ giảm tốc, hàm lượng carbon sẽ nhỏ hơn 0,26%. NPS12 không cần xử lý nhiệt trong quá trình tạo hình này.
Các phụ kiện được tạo hình nguội, dưới 620 ℃ [1150 ℉], phải được định mức hoặc giảm ứng suất ở 595 đến 690 ℃ [1100 đến 1275 ℉].
Các phụ kiện được sản xuất bằng cách hàn nung chảy và độ dày thành ở đầu hàn 3/4 in [19mm] trở lên sẽ được xử lý nhiệt sau hàn ở 595 đến 675 ℃ [1100 đến 1250 ℉].
Theo tùy chọn của nhà sản xuất, xử lý nhiệt có thể được thực hiện.
Độ cứng
Tối thiểu hai miếng mỗi mẻ hoặc chạy liên tục phải được kiểm tra độ cứng để đảm bảo các phụ kiện của mỗi cấp tuân theo Bảng 2. Ngoại trừ chỉ một phụ kiện được lắp ráp và ngoại trừ Cấp WP91 Loại 1 và Loại 2.
Phụ kiện cho ASTM A234 WP5, WP9 và WPR, độ cứng tối đa 217 HBW.
Kiểm tra tĩnh điện
Sẽ được tuân thủ theo tiêu chuẩn ASTM A960 / A960M

