Giới thiệu
Phụ kiện đường ống thép không gỉ ASTM A403 đề cập đến vật liệu của phụ kiện không gỉ Austenit được rèn và cán cho đường ống áp lực. Các cấp phổ biến là WP304 / L, WP316 / L. Chúng có thể được sử dụng trong nhiều lĩnh vực như công nghiệp kỹ thuật, nhà máy chuyển đổi năng lượng, v.v.

Phạm vi tiêu chuẩn ASTM A403
Tiêu chuẩn bao gồm một số cấp hợp kim thép không gỉ Austenit và sử dụng tiền tố WP hoặc CR để đánh dấu cấp thép, tùy thuộc vào kích thước ASTM hoặc MSS áp dụng và tiêu chuẩn áp suất danh định.
ASTM A403 được thiết kế cho phụ kiện ống thép rèn, phụ kiện ống đúc không phù hợp. (Các vật đúc bằng thép không gỉ Austenitic được bao gồm trong tiêu chuẩn này, A351 / A351M, A743 / A743M và A744 / A744M.)
Phụ kiện ống thép không gỉ lớp WP
Vật liệu theo tiêu chuẩn này được đặt tên là Lớp WP và đối với mỗi loại thép không gỉ cấp WP, một số loại phụ kiện đường ống được bao gồm, để chỉ ra rằng kết cấu hàn hoặc liền mạch được sử dụng. Ký hiệu lớp cũng được sử dụng để chỉ các phương pháp kiểm tra không phá hủy và mức độ của kiểm tra không phá hủy (NDE).
Đơn vị mô tả
Tiêu chuẩn này và các tiêu chuẩn vật liệu áp dụng được mô tả bằng cả đơn vị inch-pound và đơn vị SI. Tuy nhiên, trừ khi số chuẩn “M” (đơn vị SI) được chỉ định trong đơn đặt hàng, vật liệu được cung cấp theo đơn vị inch-pound.
Giá trị được biểu thị bằng đơn vị inch-pound hoặc SI phải được coi là giá trị tiêu chuẩn. Trong văn bản, đơn vị SI được hiển thị trong dấu ngoặc. Vì các giá trị trong hai hệ thống đơn vị khó có thể hoàn toàn bằng nhau, nên cần phải áp dụng hai hệ thống đơn vị một cách độc lập. Nếu trộn lẫn sẽ dẫn đến không phù hợp với tiêu chuẩn này.
Tiêu chuẩn tham khảo của phụ kiện đường ống ASTM A403 SS
- ASTM A351 / A351M: Đúc, Austenitic, cho các bộ phận chịu áp lực
.
khác với A743M (cho cùng một vật liệu)
• ASTM A751: Phương pháp thử nghiệm, Thực hành và Thuật ngữ để Phân tích Hóa học Sản phẩm Thép.
• ASTM A960 / A960M: Thông số kỹ thuật cho các yêu cầu chung của phụ kiện đường ống thép rèn.
• E112: Phương pháp kiểm tra để xác định kích thước hạt trung bình
• E165: Thực hành cho kỳ thi thẩm thấu chất lỏng cho ngành công nghiệp chung - ASME B16.9: Phụ kiện hàn mông bằng thép rèn do nhà máy sản xuất
• ASME B16.11: Phụ kiện thép rèn, hàn ổ cắm và ren - MSS SP-25: Hệ thống đánh dấu tiêu chuẩn cho van, phụ kiện, mặt bích và
tổ hợp • MSS SP-43: Thực hành tiêu chuẩn cho phụ kiện hàn mông bằng thép không gỉ trọng lượng nhẹ
• MSS SP-79: Chèn hộp giảm tốc hàn
• MSS SP-95: Núm vú xoay và Phích cắm Bull
• MSS SP-97 Các phụ kiện đầu ra nhánh được gia cố toàn vẹn của ổ cắm hàn, có ren - Tiêu chuẩn AWS của A 5.4, A 5.9, A 5.11, A 5.14.
Phạm vi cung cấp của chúng tôi
Đặc điểm kỹ thuật: ASTM A403
Lớp: WP304, WP304L, WP310S, WP316, WP316L, v.v.
Loại: liền mạch hoặc hàn
Phạm vi kích thước: 1/2 “NB đến 48” NB
Dải độ dày của tường: Lịch trình 10s, Lịch trình 40s, Lịch trình 80s
Vật chất
Vật liệu được sử dụng cho các phụ kiện đường ống phải là rèn, thanh, tấm, các sản phẩm hình ống liền mạch hoặc hàn được quy định trong bảng thành phần hóa học.
Luyện
thép cần được nấu chảy bằng một trong các phương pháp sau:
a. Lò điện (với tùy chọn riêng biệt và tinh chế)
b. Lò chân không
c. Một trong những cách thứ nhất tiếp theo là nấu chảy lại chân không hoặc nấu chảy lại điện cực bằng đèn điện cực
d. Nếu sử dụng phương pháp nấu chảy thứ cấp, thì số lò dùng để chỉ tất cả các thỏi thép được nấu chảy lại với một số lò luyện.
Sản xuất
Hình thành
Hoạt động rèn hoặc tạo hình có thể được thực hiện bằng rèn búa, rèn dập, đục lỗ, đùn, ép, cán, uốn, hàn hoặc gia công, hoặc hai hoặc nhiều phương pháp cùng một lúc. Quá trình tạo hình phải đảm bảo rằng không có khuyết tật có hại nào được tạo ra trên các phụ kiện đường ống.
Xử lý nhiệt
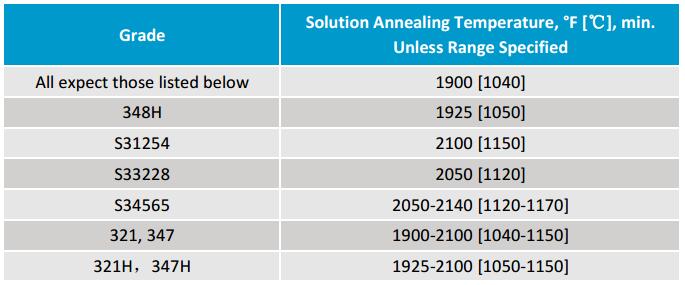
Đối với thép cấp H, cần xử lý nhiệt dung dịch riêng biệt để ủ dung dịch. Tất cả các phụ kiện đường ống phải được cung cấp trong điều kiện xử lý nhiệt. Tất cả các công việc hàn phải được thực hiện trước khi xử lý nhiệt. Các khớp nối đã được gia công trực tiếp từ vật rèn và phôi thanh đã ủ trong dung dịch không cần phải ủ lại.
Thành phần hóa học
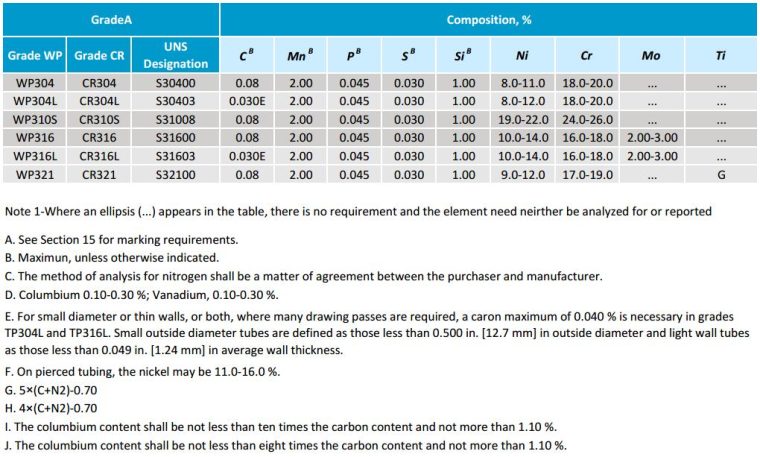
Thành phần hóa học của mỗi thép đúc hoặc thép lò phải được xác định và phải tuân theo các yêu cầu về thành phần hóa học đối với từng loại vật liệu được liệt kê trong bảng thành phần hóa học.
Tính chất bền kéo
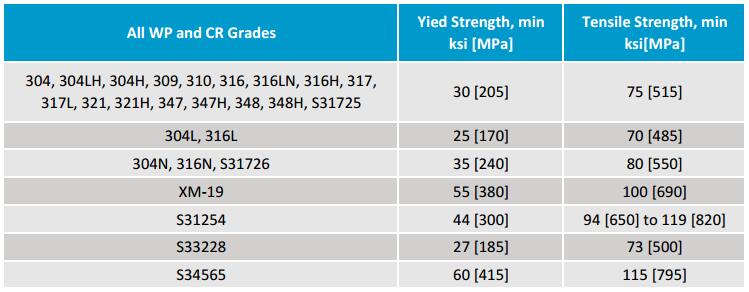
Các đặc tính kéo của vật liệu lắp ống phải phù hợp với các yêu cầu về đặc tính kéo. Các thử nghiệm và báo cáo phải được thực hiện theo các phương pháp và định nghĩa của A370.
Đối với thử nghiệm kéo, các mẫu thử cắt dọc hoặc cắt ngang phải được chấp nhận. Mặc dù các đặc tính về độ bền kéo Bảng quy định các yêu cầu về độ giãn dài đối với các mẫu thử dọc và ngang, nhưng nó không được dự định áp dụng cùng một lúc. Thay vào đó, Điều này có ý định rằng chỉ các yêu cầu về độ giãn dài tương ứng đối với các mẫu thử có thể áp dụng theo hướng là phù hợp.
Báo cáo thử độ bền kéo được thực hiện trên vật liệu ban đầu phải ghi chú:
- Báo cáo vật liệu ban đầu phải chứng minh rằng các đặc tính của vật liệu làm phụ kiện đường ống đáp ứng các yêu cầu của tiêu chuẩn này, với điều kiện là quá trình xử lý nhiệt của vật liệu ban đầu giống như cách xử lý nhiệt của vật liệu phụ kiện đường ống.
• Nếu vật liệu ban đầu chưa được thử nghiệm hoặc nếu việc xử lý nhiệt của vật liệu ban đầu khác với vật liệu ban đầu của phụ kiện đường ống, thì nhà sản xuất phụ kiện phải tiến hành ít nhất một thử nghiệm kéo cho mỗi thép lò trên vật liệu đại diện cho phụ kiện đường ống đã hoàn thiện. , và điều kiện xử lý nhiệt phải giống như điều kiện của các phụ kiện đường ống được trình bày.
Kết thúc bề mặt
Các phụ tùng đường ống được cung cấp phù hợp với tiêu chuẩn này phải được kiểm tra bằng mắt. Độ sâu của sự gián đoạn bề mặt điển hình nên được đo.
• Vết nứt bề mặt (vảy cá) sâu hơn 1/64 inch (0,4 mm) cần được loại bỏ.
• Các lỗi cơ học sâu hơn 1/16 inch (1,6 mm) cần được loại bỏ.
• Ngoại trừ hai điều trên, các phụ kiện đường ống không được có bề mặt gián đoạn sâu hơn 5% độ dày danh nghĩa của thành đã chỉ định và phải có bề mặt được gia công tốt.
Sửa chữa bằng phụ cấp hàn
• Khi chiều sâu khuyết tật vượt quá 33 1/3% chiều dày danh nghĩa của thành, hoặc diện tích khuyết tật vượt quá 10% diện tích bề mặt của ống nối, không được phép sửa chữa mối hàn trong bất kỳ trường hợp nào.
• Các khuyết tật không thể chấp nhận được phải được loại bỏ bằng phương pháp cơ học hoặc bằng phương pháp cắt nhiệt hoặc khoét lỗ.
• Các phụ kiện đường ống không được đóng cặn và không bị động

